
Men's John Smedley's Sea Island Cotton
John Smedley’s Sea Island Cotton is breathable, hypoallergenic, and unbelievably soft against the skin.
We first started using our Sea Island Cotton back in 1922 when we were renowned for our high-quality underwear. The thermal properties of cotton made it the perfect materials for the most comfortable long johns and vests during the colder climates. It wasn’t until ten years later that we manufactured our first outwear pieces using our wonderful Sea Island Cotton and we haven’t looked back.
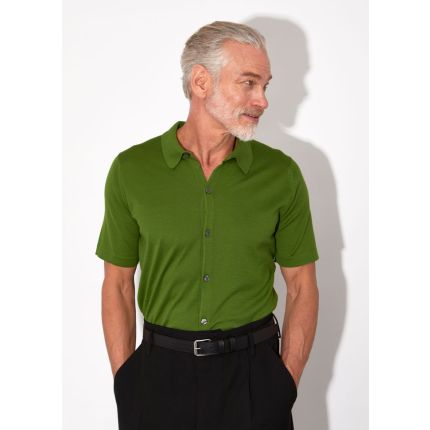
These first iconic garments were pioneers and since then our range of cotton garments has expanded to include men’s t-shirts in over 25 colours, our iconic long-sleeve polo shirts, and even a range of accessories including scarves and stylish men’s socks. With new colour palettes each year, our seasonal hues and original shades are expanding within the John Smedley Sea Island Cotton collection, enabling you to have a choice of many shades depending on your mood and occasion.
Why Sea Island Cotton? Well, cotton is naturally both an excellent conductor of heat and extremely breathable. This means it can keep you warm when temperatures are
dropping, and can also wick moisture away from your skin when things start to get a little hot under the collar. The result is a garment which can help regulate your body temperature and keep you comfortable day in and day out – the perfect choice for everyday wear all year round.
Here at John Smedley, we take sustainable fashion very seriously. In fact, our commitment to sustainability goes beyond the ethically sourced and produced materials that we use to create our garments. Our packaging is recyclable, and we adhere to a strict environmental policy to preserve the beauty of not only our home in Lea Mills, Derbyshire, but also our planet. Our Sea Island Cotton garments are naturally sourced and entirely biodegradable, leaving behind no footprint.
Shop John Smedley’s silk and cashmere blend men’s knitwear and start building a wardrobe that works just as hard as you do.


































John Smedley’s Sea Island Cotton is breathable, hypoallergenic, and unbelievably soft against the skin.
We first started using our Sea Island Cotton back in 1922 when we were renowned for our high-quality underwear. The thermal properties of cotton made it the perfect materials for the most comfortable long johns and vests during the colder climates. It wasn’t until ten years later that we manufactured our first outwear pieces using our wonderful Sea Island Cotton and we haven’t looked back.
These first iconic garments were pioneers and since then our range of cotton garments has expanded to include men’s t-shirts in over 25 colours, our iconic long-sleeve polo shirts, and even a range of accessories including scarves and stylish men’s socks. With new colour palettes each year, our seasonal hues and original shades are expanding within the John Smedley Sea Island Cotton collection, enabling you to have a choice of many shades depending on your mood and occasion.
Why Sea Island Cotton? Well, cotton is naturally both an excellent conductor of heat and extremely breathable. This means it can keep you warm when temperatures are
dropping, and can also wick moisture away from your skin when things start to get a little hot under the collar. The result is a garment which can help regulate your body temperature and keep you comfortable day in and day out – the perfect choice for everyday wear all year round.
Here at John Smedley, we take sustainable fashion very seriously. In fact, our commitment to sustainability goes beyond the ethically sourced and produced materials that we use to create our garments. Our packaging is recyclable, and we adhere to a strict environmental policy to preserve the beauty of not only our home in Lea Mills, Derbyshire, but also our planet. Our Sea Island Cotton garments are naturally sourced and entirely biodegradable, leaving behind no footprint.
Shop John Smedley’s silk and cashmere blend men’s knitwear and start building a wardrobe that works just as hard as you do.